- 데이터 수집 | 메모리 하이코더 | 디지털 오실로스코프 | 기록계 | 레코더
- 데이터 로거 | 다채널 타입
- 데이터 로거 | 콤팩트 타입
- LCR 미터 | 임피던스 아날라이저
- 저항계 | 배터리 테스터
- 초절연계 | 고저항계 | 피코암 미터 | 일렉트로 미터
- 안전관련시험기 | 절연ㆍ내전압시험기 | 누설전류계 | 임펄스시험기
- 고정확도 디지털 멀티미터 (DMM)
- 교정기 | 임의파형발생기 | 펑션 제너레이터
- 파워미터 | 파워 아날라이저 | 전력계 | 전력분석기
- 전원품질 아날라이저 | 클램프 전력계 | 전력 로거
- 전류 센서 | 전류 프로브 | 비접촉 CAN 센서
- RGB 레이저 | LED 광측정기 | 통신용 측정기
- 자계 측정기 | 온도계 | 소음계 | 조도계 | 회전계
- 절연저항계 | 메가
- 클램프 미터 | 후쿠메타 | 클램프 전류계
- 접지저항계 | 검상기 | 검전기
- 태양광 패널ㆍ발전ㆍ PV 유지보수용 측정기
- 베어보드 검사기 | 패키지 검사기 | 실장기판검사기(ATE)
- 미터 릴레이 | 변류기 | 분류기
- 새로운 솔루션 / 기타
- 단종제품
- 테스터기 | 디지털 멀티미터
![]()













제품정보
-

-
- 데이터 수집 | 메모리 하이코더 | 디지털 오실로스코프 | 기록계 | 레코더
- 데이터 로거 | 다채널 타입
- 데이터 로거 | 콤팩트 타입
- LCR 미터 | 임피던스 아날라이저
- 저항계 | 배터리 테스터
- 초절연계 | 고저항계 | 피코암 미터 | 일렉트로 미터
- 안전관련시험기 | 절연ㆍ내전압시험기 | 누설전류계 | 임펄스시험기
- 고정확도 디지털 멀티미터 (DMM)
- 교정기 | 임의파형발생기 | 펑션 제너레이터
- 파워미터 | 파워 아날라이저 | 전력계 | 전력분석기
- 전원품질 아날라이저 | 클램프 전력계 | 전력 로거
- 전류 센서 | 전류 프로브 | 비접촉 CAN 센서
- RGB 레이저 | LED 광측정기 | 통신용 측정기
- 자계 측정기 | 온도계 | 소음계 | 조도계 | 회전계
- 절연저항계 | 메가
- 클램프 미터 | 후쿠메타 | 클램프 전류계
- 접지저항계 | 검상기 | 검전기
- 태양광 패널ㆍ발전ㆍ PV 유지보수용 측정기
- 베어보드 검사기 | 패키지 검사기 | 실장기판검사기(ATE)
- 미터 릴레이 | 변류기 | 분류기
- 새로운 솔루션 / 기타
- 단종제품
- 테스터기 | 디지털 멀티미터
제품정보 > 신기술응용 개요

탈탄소 사회 실현을 위해 이산화탄소를 배출하지 않는 청정 에너지원으로서 수소 활용이 주목받고 있습니다. 향후 수소 에너지 수요가 증가할 것으로 예상됨에 따라 수소 생산량도 늘어날 것으로 전망됩니다. 그러나 기존의 수소 제조 방식은 주로 석탄, 천연가스, 석유 등의 화석 연료에 의존하고 있으며, 그 과정에서 부산물로 이산화탄소가 발생합니다. 이산화탄소를 배출하지 않고 수소를 생산하는 방법으로서, 태양광 발전이나 풍력 발전 등의 재생 가능 에너지를 활용하여 물을 전기분해함으로써 생산되는 그린 수소의 생산량 확대는 수소 사회 실현의 핵심이 될 것입니다.
물 전기분해(이하, 수전해) 방식 중 하나로, 양성자 교환막 기술을 이용한 고분자 전지(PEMEC)를 사용하는 수전해 방식이 있습니다. 이 기술은 높은 에너지 효율과 대량의 수소 생산 능력을 갖추고 있어, 재생 가능 에너지를 이용하여 수전해를 수행하는 대규모 수소 생산 플랜트에 활용되고 있습니다. 더 많은 수소를 생산하기 위해서는 PEMEC의 셀 크기를 대형화해야 하지만, 대형 셀에는 대전류가 인가됩니다. 기존의 측정 방법으로는 연구 수준의 소형 셀 분석은 가능하지만, 대전류가 흐르는 대형 PEMEC의 측정 및 분석은 난이도가 높아집니다.
이 과제를 해결해 줄 솔루션이 바로 ‘EIS 측정 시스템 ALDAS’입니다. 이 측정기는 기존에는 불가능하다고 여겨졌던 전기화학 임피던스 분광법(EIS) 기술을 활용하여 대규모 수전해 셀의 내부 저항 측정을 실현합니다. 본문에서는 EIS 측정을 통해 셀의 상태를 효율적으로 평가하는 방법에 대해 소개합니다.
문제

그림1 I-V 곡선
수전해 셀(EC)의 성능을 향상시키고 수명을 연장하기 위해서는 셀 내부에서 발생하는 성능 저하 요인을 이해하는 것이 중요합니다. 그림 1에 나타낸 바와 같이, I-V 곡선은 과전압을 통해 전해 셀의 성능을 평가하는 일반적인 방법이지만, 안타깝게도 I-V 곡선만으로는 전해 셀 내부에서 과전압이 발생하는 요인을 특정하기에 충분한 정보를 제공하지 못합니다. 따라서 과전압의 원인이 되는 전해 셀 내부의 저항 성분을 분리하여 분석할 수 있는 측정 방법을 확립해야 합니다.
실험 조건
다음은 실험 조건의 예시입니다. 양극의 촉매 함량이 다른 두 종류의 CCM(catalyst-coated membranes)을 준비하여, ALDAS를 사용하여 전해 셀 내 CCM의 성능을 테스트했습니다.임피던스를 계산하기 위한 EIS 측정은 전지 전극에 교류 전류 신호를 가하고, 그에 따른 응답 전압을 측정함으로써 수행됩니다.
| 항목 | 조건 |
|---|---|
| 촉매 부하량 - Type A | Anode: IrO2-TiO21.06 mg/cm2 Cathode: Pt/C Pt-50% |
| 촉매 부하량 - Type B | Anode: IrO2-TiO2 2.05 mg/cm2 Cathode: Pt/C Pt-50% |
| 유량 | 50 ml/min |
| 셀 온도 | 60°C |
| 전극 면적 | 25 cm2 |

그림 2. 측정 시스템 개요도
결과
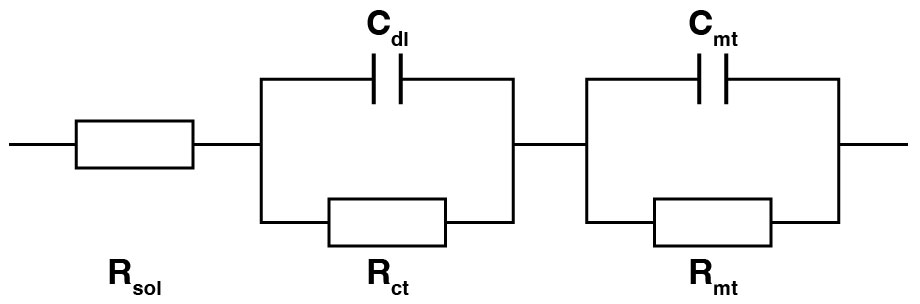
그림 3. 등가회로
전기 자동차(EV)에 사용되는 리튬이온 배터리는 제조 시의 결함이나 충격으로 인한 손상으로 인해 내부 단락이 발생할 수 있습니다. 내부 단락이 발생한 배터리는 급속히 발열하여 배터리 열폭주를 유발할 우려가 있습니다. 한 개의 셀에서 발생
그림 3에 표시된 등가 회로를 셀 내부 구조 분석의 참고 자료로 사용합니다.
- Rsol: 전해질 막의 양성자 전도성에 의한 막 저항
- Rct: 촉매층의 전하 이동 저항
- Cdl: 전기 이중층 용량
- Rmt 및 Cmt: 물질 이동(물질 확산) 과정에 의한 저항 및 전기 용량
I-V 측정 비교

그림 4 I-V 곡선
그림 4는 촉매 부하량이 적은 Type-A와 부하량이 많은 Type-B의 I-V 곡선을 보여줍니다. 이 결과에서 촉매 부하량이 많은 Type-B가 부하량이 적은 Type-A보다 과전압 손실이 적다는 것을 알 수 있습니다. 부착량이 적은 Type-A는 전해 전류가 35 A를 초과하는 높은 입력 전류 범위에서 전압 측정값이 크게 상승하고 있으며, 이 I-V 곡선으로부터 저항의 크기가 증가하고 있음을 알 수 있습니다. 다만, 이 I-V 곡선만으로는 저항 성분의 종류를 특정하기에는 충분하지 않습니다.
EIS 측정 비교
EIS 측정을 수행하여 I-V 곡선으로는 파악할 수 없는 저항 성분을 조사했습니다. 그림 5~7은 각각 10 A, 25 A, 40 A에서 전해 중 EIS 측정을 수행하여 나이키스트 플롯(콜-콜 플롯)을 작성한 것입니다.

그림 5. 10A에서 전해 중인 EIS 측정 결과
그림 5는 촉매 함량이 많은 Type-B가 하나의 원호를 그리며, 이는 전하 이동 저항 Rct만으로 구성되어 있음을 보여줍니다. 반면, 함량이 적은 Type-A는 고주파 측에 전하 이동 저항 Rct에 의한 원호를 하나 그리며, 저주파 측에는 확산 저항 Rmt에 의한 두 번째 원호가 그려져 있습니다. Type-A와 Type-B에 동일한 전류 밀도의 전류가 흐르고 있음에도 불구하고, 지지량이 적은 Type-A에 비해 지지량이 많은 Type-B의 양성자 전도막 저항이 작음을 보여줍니다. 따라서 Type-B의 곡선은 Type-A의 곡선보다 왼쪽으로 이동해 있습니다.

그림 6. 25A에서 전해 중인 EIS 측정 결과
그림 6에서는 전해 전류가 25 A인 조건에서 나이키스트 플롯을 나타내고 있습니다. 그림 5의 전해 전류 10 A 시와 비교하여, 전해 전류가 25 A인 조건에서는 촉매 부하량이 적은 Type-A의 확산 저항 Rmt가 크게 증가한 것을 보여줍니다. 공급 전류의 증가에 따라 확산 저항이 커지는데, 그 이유로는 촉매 표면의 활성 부위 감소 등을 들 수 있습니다.

그림 7. 40A에서 전해 중인 EIS 측정 결과
그림 7은 40 A에서 전해 중인 EIS 측정 결과를 보여줍니다. 10 A 및 25 A에서는 촉매 부하량이 많은 Type-B에서 확산 저항에 의한 아크가 나타나지 않았으나, 40 A에서는 나타나기 시작합니다. 그럼에도 불구하고, 촉매 부하량이 많은 Type-B의 확산 저항 크기는 촉매 부하량이 적은 Type-A에 비해 작은 것으로 나타납니다. 이로 인해 촉매 부하량이 적은 Type-A의 전체적인 저항 크기가 증가하며, 이는 그림 4의 I-V 곡선에도 반영되어 있습니다. 높은 전류 밀도는 촉매 표면에서의 반응물 수요의 높음을 의미합니다. 이 수요가 촉매 표면으로의 반응물 확산에 의해 충족되지 않을 경우, 확산 저항은 높은 전류 밀도에서 두드러지게 나타납니다.
결론
이 시료의 실험 결과를 통해, 촉매 지지층의 두께가 촉매층 내의 물질 전달 기제에 영향을 미치며, 확산 저항 Rmt에 큰 영향을 끼친다는 사실이 시사되었습니다. 두꺼운 촉매층을 가진 Type-B는 전해질 막 내의 수분 함량이 많아 막 저항이 낮으며, 확산 저항은 촉매 지지량이 적은 Type-A와 비교하여 무시할 수 있는 수준임이 확인되었습니다. 이는 두꺼운 양극 촉매층이 전해질 막과 촉매층 사이의 계면에 충분한 수분 공급을 제공함을 시사합니다. 촉매층은 전해조의 장기간 운전으로 인해 열화됩니다. EIS 측정 방법을 사용하면 내부 저항 분석을 통해 촉매층의 품질을 평가할 수 있습니다. I-V 곡선으로는 달성할 수 없는 특정 재료 선택에 따른 성능 열화 요인의 분석을 EIS 측정이 제공함으로써, 효율적인 연구 개발에 기여합니다.
결론적으로, EIS 측정 시스템 ALDAS는 기존에는 불가능하다고 여겨졌던 전기화학 임피던스 분광법(EIS) 기술을 활용한 대규모 수전해 셀의 내부 저항 측정이라는 획기적인 솔루션을 제공합니다.



- HOME /
- 공지사항&뉴스 /
- 개인정보처리방침 /
- 이용약관 /
- 개인정보의 국외 처리위탁 및 보관에 관한 안내






-
서울 본사
서울특별시 강남구 테헤란로 322 한신인터밸리 24 동관 1705호
Tel : 02) 2183-8847 Fax : 02) 2183-3360
-
대전 사무소
대전광역시 유성구 테크노2로 187, 314호(용산동, 미건테크노월드2차)
Tel : 042) 936-1281 Fax : 042) 936-1284
-
대구 사무소
대구광역시 동구 동대구로 489 대구무역회관 7층 708호
Tel : 053) 752-8847 Fax : 053) 752-8848
-
부산 사무소
부산광역시 동구 중앙대로 240 현대해상 부산사옥 10층
Tel : 051) 464-8847 Fax : 051) 462-3360
-
수리센터
대전광역시 유성구 테크노2로 187, 314호(용산동, 미건테크노월드2차)
Tel : 042) 936-1283 Fax : 042) 936-1284 업무시간: 08:00-17:00 (토/일/공휴일 휴무)
히오키코리아 주식회사 사업자등록번호 : 314-86-35192 대표이사 : 박지웅 대표메일 : info-kr@hioki.com 
히오키코리아(주) COPYRIGHTⓒ 2020 HIOKI KOREA CO., LTD. ALL RIGHTS RESERVED.
히오키코리아(주) COPYRIGHTⓒ 2020 HIOKI KOREA CO., LTD. ALL RIGHTS RESERVED.